超声波模具材料及超声波模具表面处理方式
钛合金超声波模具材料
钛合金因具有低密度、高强度等特性,目前被广泛地应用在航天、生医、笔记型计算机、数字相机、行动电话、VCD、DVD、PDP TV等外壳及汽机车、自 零件方面重要使用的材料。超音波模具所使用的钛合金材料,目行车等前常用的仅有6AL4V一种,六四钛合金就是最常用的Grade5钛合金,主成份是6%的铝 、4%的钒、以及约90%的钛。六四钛合金因为各方面的特性均衡。且可以焊接及热处理,加上在摄氏482度以下它的特性还是很稳定,因此钛合金市场上, 它的占有率超过50%, 也就是说,它的应用领域,从宇宙飞船的组件,航空用的涡轮叶片, 海上船只及海中潜艇的涡轮叶片,甚至是人工骨骼及表壳,都 使用它、、因为它好用又相对取得较易。
钛合金超声波模具的表面处理
钛合金材料制作超音波模具前须经特殊热处理,以增加其轫性及强度;钛合金材料本身轫度很高但硬度不高,因此如实际使用上会有表面磨耗的问题,其压着面需再经过涂装处理,以增加其压着面硬度。目前多采在钛合金喇叭压着面部分热喷涂(Thermal Spray)碳化钨或陶磁,其方法是将碳化钨或陶瓷 高温镕融后,喷涂在喇叭需硬度处,超音波钛合金喇叭不可全部喷涂,否则会影响喇叭的谐振;由于是局部喷涂,因此须制作治具隔绝模具不须喷涂处。熔射喷涂后之超音波钛合金喇叭之表面,硬度可达HRC60°~67°。
※热喷涂(Thermal Spray)在美国习惯称为Metallizing。钛合金没有锈蚀的问题因此表面处理以抛光即可,亦有使用珠击方式来作表面处理。
铝合金超声波模具材料
超声波模具所使用的铝合金材料,多为杜拉铝(Duraluminum)是热处理型的超硬铝合金,且考虑材质的正确性及可追朔性,一般是指定厂商并须试用及确认,以避免超声波模具质量异常时无法检讨追朔,即材料选用时尽可能将材质因素排除。必要时会要求厂商出具材质证明及产地证明,以确保材质的正确性。
铝合金是制作超声波焊头最常使用的材质,由于铝合金种类繁多,目前一般使用之铝合金规格型号,是采美国铝合金协会之AA规格,在其它国家使用时可比对型号材质表。板型铝合金材料裁切时需注意其材料原始碾砸纹向,原则上取料时应保持其振动方向为直向碾纹,圆型铝材亦同,如此可减少喇叭破裂损坏。铝合金材料硬度较软且会有热氧化现象,如需求表面需有较高之硬度, 在制作完成可在压着面部分予以表面硬化处理,以增加其表面耐磨性及防氧化,处理后表面硬度最高可达HRC60°以上,表面硬层有0.05MM~0.25MM的厚度。

铝合金材质之20KHz子母式超音波喇叭(HORN)

铝合金材质之15KHz子母式超音波喇叭(HORN)
铝合金超声波模具表面处理
A、镀硬铬处理
在超声波模具表面直接电镀一层铬金属,因为铬与铝合金电镀结合性不佳,因此电镀之前处理非常重要;首先须将铝合金表面洗净,续在喷砂机上将需电镀处以细砂喷注,其目的是增加披附面之表面积,以 增加其附着强度。
a、镀硬铬处理后之铝合金喇叭表面硬度可达HRC60°,表面硬铬层有0.1MM~0.25MM之厚度;硬铬层不宜太厚,硬铬层太厚会影响电镀层与喇 叭的接合度,造成超音波喇叭操作发振时电镀极易脱落。
b、铝合金超声波模具硬铬处理须注意,仅可在压着端作部分电镀,不可将整只喇叭电镀,否则会造成喇叭不谐振。
c、镀硬铬表面抛光仅能以手工操作,因此非必要应尽量避免抛光,不当的抛光加工会使原基准面丧失。
B、阳极处理
在室温电镀液中让铝合金喇叭表面加速氧化,产生一层高硬度的氧化铝,硬氧处理表面硬度亦可达HRC60°,硬度层仅有30~50μm左右,无法作太厚,耐磨耗性较差。可作整只喇叭处理,处理后之表面同硬氧处理一样会不平整,因此处理后喇叭焊头螺丝端须再加工将硬膜层修除,否则会影响超音波之传导。阳极处理之表面可有多种不同颜色可选择,如须采颜色管理时可予以运用。
C、硬膜阳极处理(hard anodising) 在低温电流亦有用交直流并用之阳极处理。在低温电镀液中让铝合金喇叭表面加速氧化,产生一层高硬度的类陶瓷氧化膜层。硬阳处理表面硬度亦可达近HRC60°硬度层最高可达0.3MM,硬膜层披附良好不易脱落,缺点是硬膜表面如加厚会不平整且易脱落。硬膜阳极处理同样须注意仅可在压着端作部分硬膜处理,不可整只喇叭处理,否则会造成喇叭不谐振。
D、镀镍处理 在铝合金喇叭压着面先镀一层铜后再镀镍上去,单镀镍硬度低,喇叭耐磨损强度不够,可再加镀铬金属以增加硬度,此种处理的技术层 次较高。镀镍处理同样须注意仅可在压着端作部分处理,不可整只喇叭处理,否则会造成喇叭不谐振。
钢合金超声波模具材料(超声波钢模材料)
超声波模具所使用的钢合金材料,皆需经过热处理,且不同材质热处理的方式亦各有不同,由于热处理的方法不同故质量控制极为不易,除非是特殊需求,或是可量产型喇叭,一般在超音波喇叭设计上都尽可能避免使用。
钢合金喇叭之热处理的目的是为增加硬度,及改变材料本身内部结晶组织,使其具耐磨耗,且利于超音波传导。硬度增加的同时材料的轫度相对降低,因此在增加硬度的同时需考虑材质的强度;目前一般在处理钢合金喇叭都采表面硬度高,内部硬度低的方式,以避免喇叭破裂损坏。

钢合金超声波模具表面处理
超声波模具使用钢合金,由于钢合金材质表会生锈问题,为防锈蚀可采硬铬表面处理,硬铬表层有0.05MM->0.1MM之厚度,硬度可达HRC 60°,但硬铬表层会妨碍超音波喇叭散热,非必要尽量不要予以表面硬铬,以免因散热不良造成喇叭破裂损坏。
目前钢合金之表面处理多采染黑表面处理,此种处理方式对喇叭之振态无任何影响,但无论以硬铬表面处理或染黑处理,处理后皆须喇叭焊头螺丝端面 研磨,将硬铬层及染黑层磨除以维持喇叭压着面之平整度及及利于超音波之传导。
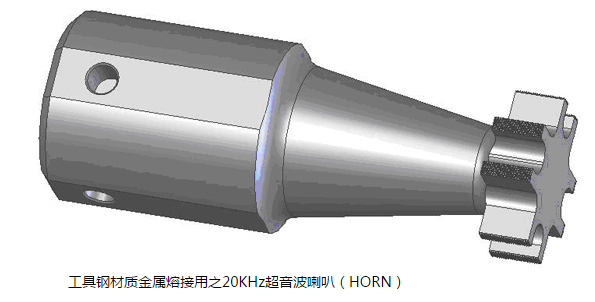
工具钢材质金属熔接用之20KHz超音波喇叭(HORN)
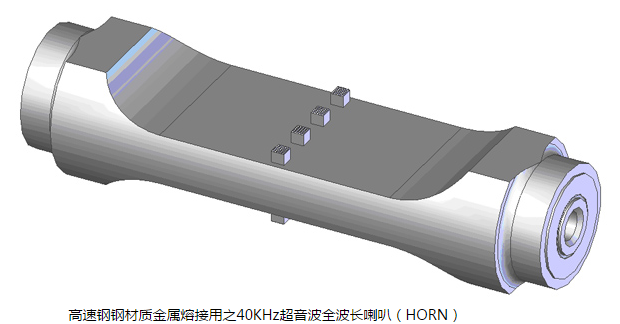
高速钢钢材质金属熔接用之40KHz超声波全波长模具(HORN)
不锈钢超声波模具材料
超声波模具所使用的不锈钢材料,亦需经过热处理才能使用,热处理方式一般为固融化处理。不锈钢材质制作超声波模具因不锈钢硬度不高,耐磨耗效果有限,主要用于防锈污染的应用,且以实务经验其不适宜作增益较大的超音波喇叭,因有超声波焊头发烫的问题。
除上述超声波模具常用材料外,黄铜、蒙纳合金、碳化钨钢、、 、等,亦可以用来作为制作超音波喇叭之材料。





