|
|
超声波焊接为什么要设计超声线?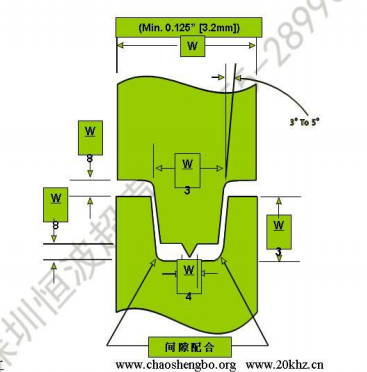 超声波焊接为什么要设计超声线及设计方法? 图1 无定形和半结晶聚合物所用的能量导向嚣的近似尺寸 此图所示的焊接接头是对普通能量控制接头设计的独特的改进.下面式件用一个粗糙或有纹理的表面改进.将会提高焊接质量,焊接强度和焊接完成的容易程度.其它许多有纹理的接头外形也是可行. 溢料问题可通过把溢料污染槽引入接关设计中而降低,为安全,一般溢料槽设计至少10%的过度体积容量. 图2 典型的超声紧压焊接结构 制件找平 简单对接没有任何措施解决制件相互找平或对中.制件找平更适于用模塑定位销或双头螺完成.而z形接能自动找平,且在使用时耐拉伸且改进了搞剪切负荷性.并能消除外部溢料. 图3超声焊接工艺用的典型z开接头设计
(a)焊接前的z接头: (b)焊接后的z形接头:(c)改进的 z形接头:台阶附带肩部掩盖了不平性,结果使外观改进 *槽舌接合不但提供了剪切强度而且提供了拉伸强度.这种接合是自对中的,接合区域的壁厚必须相对大以适应槽舌接合设计.另外,制件公差要求相对严.间隔加强筋改善了接头找平.
图4 超声焊接机工艺用的典型槽舌接合设计 *剪切接头 当焊接半结晶聚合物(或其它难以焊接的聚合物)和需要密封接头号时,一般推荐使 用剪切接。需要高强度,高质量接碚的环形和矩形制件都用剪切接头。剪切接头号具有搭接制件壁部分,当接头被焊接和相互依次嵌入时,搭接部分产生公差和局部剪切。为了促进制件找平,接头包含了调节部分。为了集中熔融能量,一边上的阻碍物的顶角在初始接触面上降低。因为融化材料的温度在整个接触面上保持一致,制件被焊接时,两表面熔融均匀。深度为1.0-2.0mm的使用0.13-0.5mm范围内的公差值。为了防止在焊接过程中由于公差而产生的外部侧壁翘曲,垂直的制件应尽可能浅,但在一边用剪切制件改进的槽舌接头可与较深的拉伸制件一起使用,提供中壁接头,它使由于公差而产生的侧壁翘曲最小。 如图5所示。
(a)焊接前的部件; 1-槽舌剪切接头:有助于阻止部件向内弯曲; 2-支撑夹具:目的是在焊接过程中阻止下面部件壁向外弯曲; 3-上面的部件; 4-下面的部件 *斜坡接合 斜坡接合设计也可为无定形和半结晶聚合物提供高强度密封接头。斜坡接合是自固定的且最适合小尺寸的圆形或椭圆形制件。斜坡接合的焊接能量要求很高 图6 超声焊执着用典型的斜坡接合设计
(a)斜坡接合; 改进的斜坡接合(附加公差) 溢料槽;2-夹具 斜坡接合具有30-60度的角且应该在内装配。为附加的熔区材料厚度增加的0.10-0.25mm的公差产生焊缝和溢料。当从功能或审美上不能接受溢料时,就使用收集器。 *带嵌入密封装置的焊接 用嵌入的弹性密封圈或韧性垫圈也可获得可靠的密封。 如图7所示接头制件装有一个弹性环,以改善用超声焊接接合可达到的密封安全性,或在连续的周边焊接不可能的情况下使用。 图7 超声焊接制件通常需要密封接头 1-溢料收集器;2-焊接前;3-焊接后 *超声铆焊; 超声焊接的变异是超声铆焊.即把一个热塑性制件固定在另一个不同材料的制件上的方法.铆钉或凸台在底部应该 有十分大的半径或圆角,以防裂纹或熔融.为了集中超声能量,凸台的顶端应该设计成与焊头的初始接触最小。凸台顶部可以是平的或圆锥形的,半结晶或填充的聚合物以圆锥形的较佳。超声铆焊的完整性取决于铆钉和焊头之间的精确容量关系。
图9超声焊接设备可生产铆焊或各种结构 1.6mm的铆钉;2-尖锥触发熔融;3-14.0mm的铆钉 *标准铆焊; 直径在1.6-4.0mm这间的平头铆钉。刚性和柔性的不耐磨热塑性塑料推荐使用标准外形。 如图10所示 当啮合制件中不允许有通孔时,超声焊接设备也能形成机械互锁。模制塑料铆钉(与用于铆焊的类似)和在啮合制件中的盲倒角可形成以公差为基础(假设带倒角的制件不融化)的真正的机械接合。 图10 用超声焊接形成机械互锁的示例 1-带软化和变形铆钉的热塑性部件;2-具有倒角的啮合部件;3-超声波焊头
上一篇: 超声波模具容易裂口的原因分析
下一篇: 超声波变幅杆的原理和作用
|